
सटीक मशीनिन के दौरानमोल्ड घटकों की जी प्रक्रिया, गुणवत्ता सीधे प्रभावित हो सकती है। का उचित नियंत्रणपरिशुद्धता मशीनिंगपहले-पास की सफलता दर और मोल्ड घटकों के सेवा जीवन में सुधार करते हुए प्रभावी रूप से भाग विचलन और स्क्रैप दरों को कम करता है। इसलिए, सटीक मशीनिंग के दौरान सख्त गुणवत्ता नियंत्रण को लागू करना महत्वपूर्ण है। नीचे,एक्सपी मोल्डप्रमुख विचार बताते हैं:
गर्मी उपचार प्रक्रिया को न केवल आवश्यक कठोरता प्राप्त करनी चाहिए, बल्कि मशीनिंग के दौरान आयामी स्थिरता सुनिश्चित करने के लिए आंतरिक तनावों को भी नियंत्रित करना चाहिए। विभिन्न सामग्रियों को विशिष्ट उपचार विधियों की आवश्यकता होती है।
ग्राइंडिंग ऑपरेशंसमुख्य रूप से तीन प्रकार की मशीनों का उपयोग करें: सतह ग्राइंडर, आंतरिक/बाहरी बेलनाकार ग्राइंडर, और टूल ग्राइंडर। सटीक पीसने को सख्ती से पीसने की विरूपण और दरारें को नियंत्रित करना चाहिए - यहां तक कि सूक्ष्म दरारें बाद के उत्पादन में स्पष्ट हो सकती हैं। इसलिए:
न्यूनतम पीस गहराई का उपयोग करें
पर्याप्त शीतलक सुनिश्चित करें
0.01 मिमी के भीतर सहिष्णुता के लिए, निरंतर तापमान पीस को नियुक्त करें
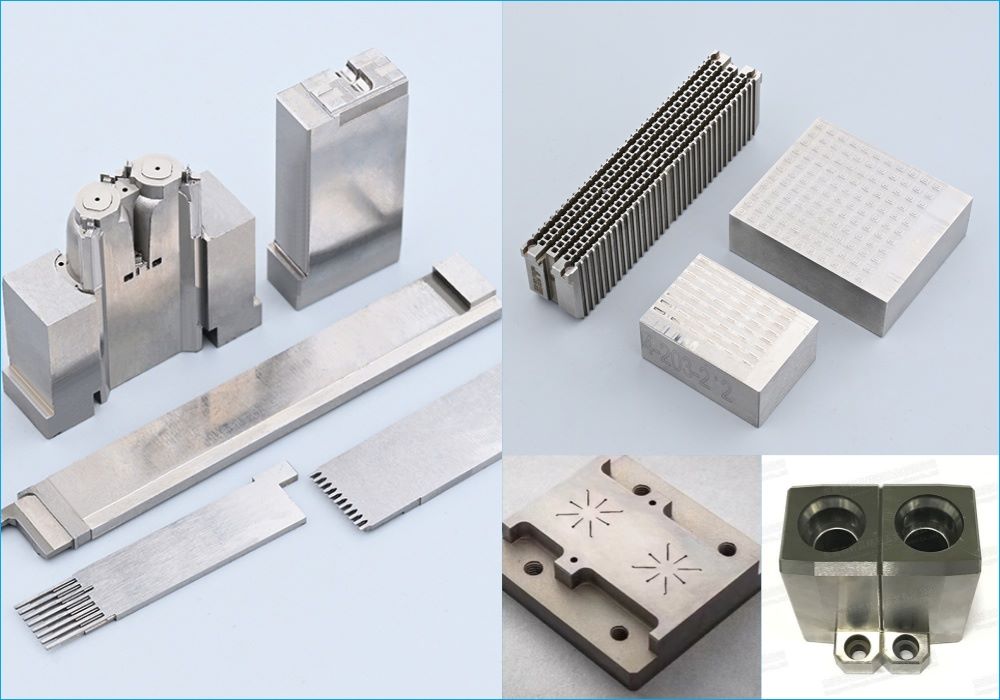
(१) कस्टममोल्ड घटक
सामग्री गुणों और आवश्यकताओं के आधार पर मशीनिंग तकनीकों को अनुकूलित करें, इष्टतम परिणामों के लिए प्रक्रिया लचीलापन का लाभ उठाना।
(२) घटक वर्गीकरण
भागों को एक सामान्य प्रक्रिया प्रवाह के साथ शाफ्ट, प्लेट और जटिल आकृतियों में वर्गीकृत किया जा सकता है:
रफ मशीनिंग → हीट ट्रीटमेंट (शमन/टेम्परिंग) → सटीक पीस → ईडीएम → बेंचवर्क (सतह उपचार) → विधानसभा












